Herstellung einer Teilprothese mit Metallgerüst im Labor
Einführung
Planen
- Überprüfung der Arbeitsmodelle
- Erstellung von Arbeitsmodellen
- Herstellung der Replik aus feuerfestem Material
- Vorbereiten des Chassis-Modells
- Befestigung der Stangen, Gusskegel und Beschichtung
- Vorheizen
- Gießen der Legierung
- Oberflächen
- Artikulieren
- Auswahl und Montage von Prothesenzähnen
- Polymerisation von Harzbasen
Schlussfolgerung Bibliographie
EINFÜHRUNG :
Die Herstellung einer herausnehmbaren Teilprothese erfordert eine strenge technologische Laborkette mit dem Ziel, alle vom Kliniker bereitgestellten Informationen zu bewahren und eine korrekte Prothese zu entwickeln, die alle prothetischen Anforderungen erfüllt.
- ÜBERPRÜFUNG DER ARBEITSMODELLE:
Nach der Vorbereitung im Mund und der Abformung muss der Behandler das erhaltene Arbeitsmodell mit dem Studienmodell vergleichen. Es ist wünschenswert, das auf dem Studienmodell hervorgehobene Projekt (Einschubachse, Hakentyp und Zahnvorbereitungen) auf dem Arbeitsmodell zu reproduzieren.


Es ist unbedingt erforderlich, das Arbeitsmodell erneut auf den Parallelisierer zu legen, um die bereits gewählte Einschubachse zu überprüfen und die Führungslinie auf den Hakenstützzähnen nachzuzeichnen, um die für die Halteelemente erforderlichen Hinterschneidungsbereiche und die nutzbaren Hinterschneidungsbereiche für die Fahrgestellstabilisierungselemente zu objektivieren.



- VORBEREITUNG DER ARBEITSMODELLE:
Dabei werden alle vertieften Bereiche mit Ausnahme derjenigen, die für die Halteenden der Haken reserviert sind, entfernt. Es umfasst zwei Phasen:
-Entfernung unterschnittener Bereiche auf Höhe der Hakenträgerzähne durch Aufgießen von flüssigem Wachs (vom Zahnfleischrand bis zur unteren Zahnfleischgrenze des Hakens);


– Schaffung von Entladungsbereichen
- An der Stelle des Lingualbügels (lassen Sie einen Abstand von 0,4 mm, um Ulzerationen zu vermeiden).
- Auf der Höhe bestimmter empfindlicher Bereiche (Torus, Papille retroinzisivus, starker Unterschnitt).
- Auf Höhe der zahnlosen Bereiche, um die mechanische Verankerung des Harzes zwischen den Metallsätteln und dem Modell zu ermöglichen.
- Auf Höhe bestimmter Hakenarme, die vom Zahnfleisch beabstandet sind (Beispiel: Roach-T-Haken).


- HERSTELLUNG DER REPLIK AUS FEUERFESTEM MATERIAL:
Eine Replik des vorbereiteten Modells, ein sogenanntes „DUPLIKAT“, muss angefertigt werden, da auf diesem das Wachsmodell des Chassis und der Guss des
die Legierung.
Die Erstellung dieses Duplikats erfolgt wie folgt:
-1- Abdruck des mit Gelatine, einem reversiblen Hydrokolloid, hergestellten Modells, das in einem auf 50 °C eingestellten Wärmer (Gelatine) aufbewahrt wird.
Für diesen Schritt ist die Verwendung einer Gelatinemuffel erforderlich, in die das vorbereitete Modell gelegt wird, nachdem es hydratisiert und anschließend mit Druckluft getrocknet wurde.
Anschließend wird die Gelatine bis zur Sättigung in die Muffel gegossen.
Nach dem Aushärten der Gelatine (1 Stunde Abkühlen) wird das Ausgangsmodell vorsichtig entfernt.



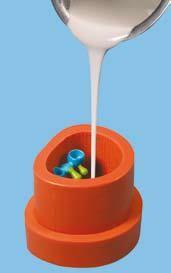
-2- Gießen des Abdrucks in das feuerfeste Material:
Jede auf dem Markt erhältliche Beschichtung verfügt über eigene Merkmale und Gebrauchsanweisungen. Daher müssen die Anweisungen des Herstellers hinsichtlich Dosierung und Anwendungsprotokoll unbedingt befolgt werden.
Phosphat- oder silikatgebundene Überzüge sind für die Gießerei von Legierungen mit einem Schmelzbereich über 1100° (Chrom-Kobalt-Legierung) vorgesehen.
Das Material wird unter Vakuum gemischt und mit einem Vibrator in den Gelatineabdruck gegossen.



Nach einer Stunde lässt sich die „DUPLICATA“ von der Gelatine lösen, die anschließend 45 Minuten lang bei 200 °C im Backofen dehydriert und anschließend kurz in ein Härtungsbad getaucht wird.


- VORBEREITUNG DES FAHRGESTELLMODELLS :
Die Gestaltung des Rahmens erfolgt mithilfe vorgefertigter Elemente, sogenannter „PREFORMS“, die aus Wachs oder Kunststoff erhältlich sind und auf die Oberfläche der Verkleidung geklebt werden.
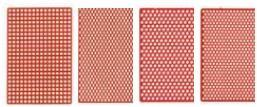


Die Gestaltung des Chassis-Modells erfolgt in fünf Schritten:
-Wachsfüllung der für die Okklusalstopps vorgesehenen Fächer,
-Installation der verschiedenen Haken,
-Montage von Rückhaltegittern auf Sattelhöhe,
-Einrichten der verschiedenen Verbindungen (Haupt- und Nebenverbindungen),
-Fertigstellung des Modells mit Wachs. Bei der Endbearbeitung muss darauf geachtet werden, dass an den Anschlussstellen keine Schwachstellen entstehen.
Am Ende dieses Schritts kann das Modell in einen Zylinder eingesetzt werden.




- BEFESTIGUNG DER STANGEN, DES GUSSKEGELS UND DER BESCHICHTUNG:
- Befestigung der Stangen und des Gusskegels
Nach Abschluss der Modellierung müssen an dieser Armatur Gussstäbe angebracht werden, deren Aufgabe es ist, die geschmolzene Legierung in das zu gießende Modell zu leiten. Ihre Anzahl variiert je nach Plattenfläche und Hakenanzahl.



Alle diese Stäbe müssen zu einem Hauptstab zusammenlaufen, der wiederum mit einem Gusskegel aus Gummi oder Wachs verbunden ist, der gegenüber dem Schmelztiegel platziert wird.
- Beschichtung
Das Modell wird mit nicht sprödem Wachs auf der Basis eines Zylinders befestigt.
Es wird die gleiche Beschichtung wie beim „Duplikat“ unter Beachtung der Gebrauchsanweisung verwendet.
Nach dem Aushärten der Einbettmasse und dem Entfernen des Zylinders wird der Gusskegel vom Zylinder getrennt, der Hauptstab erscheint unten im Abdruck. Anschließend wird der Zylinder mit dem Gusskegel nach unten in den Ofen gestellt.


- VORBEREITENDES HEIZUNG:
Die langsame Erhitzung erfolgt in Etappen von 10 bis 15 Minuten, zunächst bei 300 °C, dann bei 600 °C und abschließend in einer Etappe von 45 Minuten bei der Schmelztemperatur der Legierung, die bei Chrom-Kobalt 1050 °C beträgt.
Mit dieser Heizung werden folgende Ziele verfolgt:
- Um alle Spuren von Wachs und Feuchtigkeit zu entfernen,
- Um unerwünschte Gase zu beseitigen,
- Um die gewünschte Ausdehnung der Beschichtung zu erreichen,
- Um den Unterschied zwischen der Temperatur des Zylinders und der der geschmolzenen Legierung zu verringern.

- GIESSEN DER LEGIERUNG:
Am Ende dieser Phase kann mit dem eigentlichen Metallguss begonnen werden; Hierzu ist es notwendig, die verwendete Legierung aufzuschmelzen, um ein Fließen in den Zylinder zu ermöglichen.
Die am häufigsten verwendete Legierung für Teilprothesen mit Metallgerüst ist Chrom-Kobalt (in der Branche als Stellite bekannt) aufgrund seiner hervorragenden Steifigkeit bei geringer Dicke, seiner guten biologischen Verträglichkeit und seines geringen Preises.
In der dritten Phase erfolgt das Casting. Dieser Guss erfolgt entweder durch Zentrifugieren oder durch Druck/Unterdruck.
- AUSFÜHRUNGEN:
- Schruppen des Prothesenteils: Nach dem Guss wird der Zylinder an der Luft abgekühlt. Anschließend wird dieser mit einem Hammer durch Klopfen auf das Drittel des Zylinders auf der Modellseite zerbrochen.
Anschließend wird der prothetische Teil geborgen und sandgestrahlt, um Beschichtungsreste und die Oxidschicht, die die Metalloberfläche bedeckt, zu entfernen.
In dieser Phase werden die Gussstäbe geschnitten, anschließend erfolgt das elektrolytische Polieren (das Chassis dient auf seiner Oberfläche als lösliche Anode) in einem sauren Medium und zum Abschluss ein Abspülen mit Wasser.



- Mechanisches Polieren: Das gesamte Teil wird mit einer Reihe rotierender Instrumente entgratet, um alle Unebenheiten auf der Oberfläche des Gussstücks zu entfernen. Anschließend erfolgt das Polieren mit Rosshaarbürsten (Chamoisleder), um dem Gussstück ein glänzendes Aussehen zu verleihen.
Am Ende dieses Schrittes ist eine letzte Kontrolle erforderlich, um die korrekte Anpassung des Prothesenteils an das zuvor vom Schmelzwachs befreite Ausgangsmodell sicherzustellen.



- ARTIKULATORINSTALLATION:
Anschließend wird der Rahmen im Mund ausprobiert und die Okklusion mithilfe des Rahmens als Stütze für das Okklusionsmodell aufgezeichnet.
Die Arbeitsmodelle werden im Artikulator befestigt und mit der Montage der künstlichen Zähne kann begonnen werden.
- Auswahl und Montage von Zahnersatz:
Die Prothesenzähne werden hinsichtlich Material, Farbe, Größe und Form ausgewählt.
Die Montage der Zähne erfolgt nach den klassischen Montageregeln, nämlich:
- Die Achsen der Frontzähne (in den drei sagittalen, horizontalen und frontalen Ebenen),
- Integration der proximalen Fläche des Prothesenzahns in die Hakenschulter,
- Beachten Sie die Kammlinie des Kieferkamms für die hinteren Zähne, um die mesiodistalen Rillen auf derselben Linie anzuordnen.
- POLYMERISATION VON HARZBASIS:
Die Polymerisation von Kunstharzbasen ist aufgrund des Metallrahmens mit zahlreichen Haken deutlich komplizierter umzusetzen.
Die Muffelbildung erfolgt auf der Arbeitsform, was den Vorteil hat, dass die Präzision der Abformung nicht verloren geht . Die Besonderheit dieser Muffelfassung besteht darin, dass der Rahmen vollständig in Gips eingebettet ist. Dabei werden die klassischen Schritte Kochen, Aufbereiten des thermopolymerisierbaren Harzes, Füllen, Pressen und schließlich Polymerisation durchgeführt. Aufgrund der Zerbrechlichkeit der Chassis-Elemente muss beim Entformen vorsichtig vorgegangen werden. Die Verwendung von Silikon mit sehr hoher Viskosität neben den zerbrechlichen Elementen erleichtert die Wiederherstellung der in die Muffel eingebetteten Prothese .
ABSCHLUSS :
Durch die Einhaltung der technologischen Kette sind wir in der Lage, einen Metallrahmen zu entwickeln, der mit einem Minimum an möglichen Änderungen in den Mund passt.
BIBLIOGRAPHIE :
[1]- O’BRIEN, RYGE Übersetzt und adaptiert von Pierre Desautels, Präzise Dentalmaterialien und Auswahlleitfaden,
Herausgeber: Gaëtan Morin;
[2]- SKINNER und PHILLIPS,
Wissenschaft der zahnärztlichen Materialien, Julien Prélat, Paris 1971;
[3]- BEGO, Die herausnehmbare Metallprothese,
Offizieller Betreuer der deutschen Olympiamannschaften seit 2002.
[4]- O. LAVIOLE, E. d’INCAU, J. BROUSSEAUD, V. ICHANE und I. QUEGUINER, D. BLONDEL und L. ARNOULD,
Vom Abdruck bis zum Testen des Metallrahmens: Laborschritte und klinische Implikationen, Prosthetic Strategy September 2005 • Band 5, Nr. 4;
[5]- P. Rocher, J.-J. Guyonnet, G. Grégoire, Arbeiten mit Dentallegierungen,
EMC Odontologie 23-360-A-10, 2004;
Herstellung einer Teilprothese mit Metallgerüst im Labor
Bei tiefen Karieserkrankungen kann eine Wurzelkanalbehandlung erforderlich sein.
Zahnveneers korrigieren abgebrochene oder verfärbte Zähne.
Eine Zahnfehlstellung kann zu ungleichmäßigem Verschleiß führen.
Zahnimplantate erhalten die Knochenstruktur des Kiefers.
Fluoridhaltige Mundspülungen helfen, Karies vorzubeugen.
Kariöse Milchzähne können die Stellung der bleibenden Zähne beeinträchtigen.
Eine elektrische Zahnbürste reinigt schwer erreichbare Stellen effektiver.